





7 difetti tipici di una saldatura
I difetti di saldatura devono e possono essere evitati. Quest’attività che consente di unire due pezzi di metallo è operatore dipendente. Ciò significa che, oltre a essere legata alla bontà dello strumento acquistato, varia in base all’abilità di chi salda. Se vuoi ottenere buoni risultati devi comprare una saldatrice di qualità, e usare un materiale di alto livello, tipo il filo di stagno . Ma è necessario acquisire le giuste pratiche per evitare difetti di saldatura.
Quali sono i più comuni? La norma UNI EN 6520-1 definisce i parametri per valutare la bontà delle operazioni, trovi tutto nel documento PDF (www.ndt.net) che è anche fonte immagini. Noi possiamo contare, in linea di massima 7 difetti di saldatura. Sono quelli che terrorizzano tutti quelli che lavorano sulle strutture metalliche saldate. Ecco cosa devi evitare quando decidi di lavorare ogni giorno con saldatura a elettrodi, MIG/MAG e TIG.
Los temas del puesto
Penetrazione
Il difetto di penetrazione riguarda il mancato riempimento dell’angolo metallico con il materiale saldante. Una problema del genere comporta un difetto di saldatura tale che rende l’operazione inutile, il rischio è alle porte.
Quindi bisogna ripetere l’operazione per ridare forza al tutto. Il problema spesso si presenta nel momento in cui si deve operare in situazioni complesse, in spazi ridotti o dove è difficile eseguire una buona saldatura.
Da leggere: come fare una saldatura con lo stagno
Cavità
Uno dei difetti di saldatura: l’assenza di materiale che può essere soffiatura o di ritiro, più o meno importante al punto che quando i vari pori si uniscono formano quelli che tecnicamente chiamiamo tarli di saldatura.
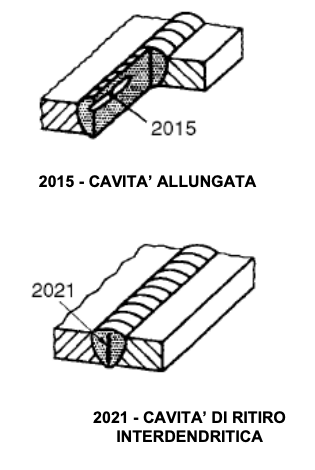
La cavità è un difetto di saldatura insidioso perché può portare all’indebolimento dell’operazione. La causa è la presenza di gas nel bagno e la soluzione si ritrova nella capacità dell’operatore di diminuire la velocità dell’operazione in modo da consentire la fuoriuscita dell’elemento gassoso che provoca questo problema.
Fusione
Un problema simile riguarda la fusione del cordone con il metallo. In questi casi la colpa potrebbe essere dell’operatore che non ha valutato la giusta temperatura per raggiungere, appunto, la fusione.
Ed ecco che entra in gioco la necessità di avere le giuste competenze per affrontare i difetti di saldatura. Ma la colpa potrebbe essere anche legata alla posizione della torcia saldante o la mancata pulizia degli elementi da unire. In ogni caso l’operatore dovrebbe fare maggiore attenzione acquisendo le giuste competenze.
Spruzzi
Da alcuni definiti come dei difetti di saldatura minori, in effetti sono degli elementi di materiale fuso che saltano via durate le operazioni e che si depositano vicino al cordone. Sembrano più dei fattori estetici, in realtà possono diventare il pretesto per corrosione e indebolimento del supporto.
Formulario
Parliamo dei difetti di saldatura formali quando, appunto, c’è un problema rispetto a come si presenta il cordone della saldatura. Ovvero lo strato di metallo che segue il giunto e che è sinonimo dell’avvenuto processo di unione materiale. Potrebbe esserci un difetto per eccesso o difetto, ovvero più materiale di quello che serve o meno.
Qui l’esperienza gioca la sua parte, solo un saldatore che conosce il giusto equilibrio sa bene come evitare un’abbondanza inutile o un mancato apporto di materiale. In entrambi i casi il buon risultato è a rischio.
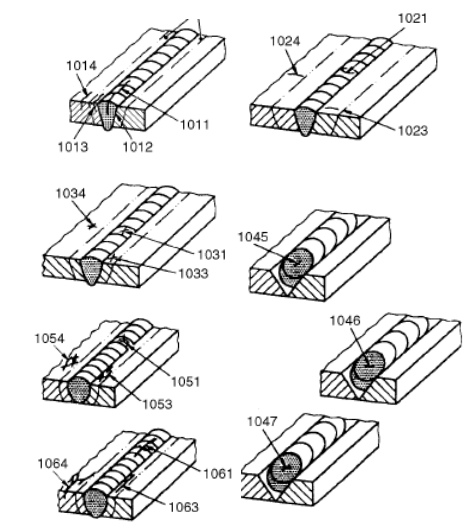
Inclusioni
Ci possono essere inclusioni gassose e solide. Parliamo di condizioni in cui rimane imprigionato un elemento all’interno della saldatura: nel caso di una scoria solida il problema riguarda una mancata pulizia del materiale.
Questo vale anche tra le passate di saldatura. Per le inclusioni di materiale gassoso – dovute a contaminanti e prodotti utilizzati in fase operativa – possiamo aggiungere la necessità di utilizzare strumenti, elettrodi e materia prima di prima qualità. La pulizia prima e durante le operazioni di saldatura è decisiva.
Da leggere: come unire due cavi elettrici
Cricche
Questo è uno dei difetti tipici della saldatura. Parliamo di lesioni che si formano nella giuntura tra i due blocchi, il motivo riguarda uno sbalzo di temperatura. Tanto che possiamo parlare di cricca a caldo o a freddo, rispettivamente quando si presentano impurità bassofondenti (zolfo, fosforo) o idrogeno.
In pratica, il bagno di saldatura si raffredda e all’interno si trovano elementi che procedono con tempi differenti o che non si fondono in modo omogeneo. Rimedi: in primo luogo utilizzare materiale pulito, privo di residui.
Poi bisogna preriscaldare i componenti prima di saldare ed evitare raffreddamenti rapidi. Utile utilizzare elettrodi – se si preferisce il tipo di saldatura che prevede questi elementi – di buona qualità, puliti e non umidi.